độ bền cao và chống mài mòn tốt, chọn thép lạnh làm việc. Cr12MoV là vật liệu rất tốt. Các
hiệu suất có thể được thỏa mãn, hiệu suất quá trình tốt, giá sẽ cao. 42CrMo là một cao
hợp kim cường lực tôi và thép cường lực, cường độ cao, độ bền tốt. Có thể làm việc dưới 500 độ.
Thép công cụ hợp kim chất lượng cao Sản xuất, cạnh sắc, chống mài mòn, uốn cong độ cứng khuôn lên đến
HRC 45 độ -49 độ, vật liệu rèn, gia công, làm cứng bề mặt (xử lý tần số cao)

Việc xử lý công việc của các công cụ phanh báo chí trước khi bắt đầu
Trước khi bật nguồn, trước tiên hãy cắm nguồn điện. Vì sức mạnh của máy uốn rất
lớn, nguồn điện phải đáp ứng yêu cầu để tránh sự bất thường. Bước tiếp theo là mở
công tắc điện. Theo tiền đề này, bơm dầu bắt đầu hoạt động, nhưng máy vẫn chưa hoạt động bình thường
điều kiện làm việc. Thứ hai, gỡ lỗi
Điều chế là một phần không thể thiếu trong hoạt động cơ học, bởi vì khuôn có yêu cầu cao về
kích thước và hình dạng. Đây là tiêu chuẩn mà khuôn phải đáp ứng. Theo các vật liệu khác nhau, khác nhau
khoảng trống được thiết kế. Nếu khoảng cách không được thiết kế trong quá trình vận hành, Xác suất hư hỏng máy
sẽ tăng lên đáng kể.
Thứ ba, lựa chọn vị trí
Khi khuôn máy uốn được đưa vào sử dụng, việc lựa chọn notch phải được chú ý.
Phương pháp cụ thể có thể được thực hiện theo độ dày khác nhau của tấm, thường là tám lần
chiều rộng. Do đó, trước khi lựa chọn, hãy cố gắng tính toán chính xác để tránh lỗi quá nhiều. Lớn.
Các hoạt động tiêu chuẩn phải là một sản phẩm có độ chính xác cao. Do đó, một số chuẩn bị trước
uốn khuôn máy được bật là cần thiết.

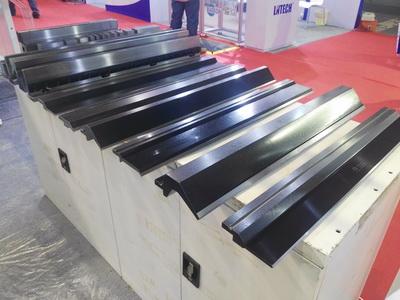
Các vật liệu phổ biến cho máy dập phanh là T8, T8A, T10, T10A, 42CrMo, Cr12MoV. 42CrMo,
Cr12MoV thường được sử dụng làm khuôn cho máy uốn CNC. Vật liệu của khuôn máy uốn
là một trong những yếu tố quan trọng nhất ảnh hưởng đến tuổi thọ của dịch vụ. Lựa chọn vật liệu là tốt, và dịch vụ
cuộc sống sẽ được mở rộng tương đối mà không có các biến số khác.
Một yếu tố quan trọng khác ảnh hưởng đến tuổi thọ của dịch vụ là quá trình xử lý nhiệt trong quá trình xử lý.
Đầu tiên, xử lý nhiệt toàn thân và oxy hóa cạnh dao là hai khái niệm. Để tiết kiệm xử lý
Chi phí, một số nhà sản xuất khuôn máy uốn không trải qua xử lý nhiệt toàn thân sau khi đúc,
nhưng oxy hóa cạnh dao ở phần quan trọng nhất của máy uốn. Độ cứng sau quá trình oxy hóa
thấp hơn độ cứng bề mặt sau khi xử lý nhiệt toàn thân. Theo cách này, so với toàn bộ
Xử lý nhiệt cơ thể, tuổi thọ của nấm mốc bị oxy hóa đơn giản bởi lưỡi dao ít hơn nhiều so với tuổi thọ của
khuôn của xử lý nhiệt toàn cơ thể, đó là một trong số đó.
Thứ hai, sự lựa chọn của quá trình xử lý nhiệt cũng là một lý do quan trọng. Nói chung, quá trình xử lý nhiệt
thường được sử dụng bởi các nhà sản xuất khuôn là xử lý nhiệt của lò nhiệt độ cao. Mặc dù
bề mặt của khuôn có thể đạt đến độ cứng nhất định, quá trình xử lý nhiệt ở nhiệt độ cao có nhược điểm.
Các khuôn xử lý nhiệt độ cao có thể có độ cứng nhiều hơn hoặc ít hơn ở các bộ phận khác nhau.
Sự khác biệt và xử lý nhiệt ở nhiệt độ cao chỉ có thể đạt được độ cứng bề mặt
độ cứng tương ứng, độ cứng càng thấp, độ cứng càng thấp. Do đó, hai điểm trên sẽ
có tác động đến tuổi thọ của khuôn. Vì vậy, loại quá trình là một quá trình xử lý nhiệt tốt hơn? Hiện tại,
thích hợp nhất cho các loại dao và khuôn là quá trình xử lý nhiệt lò tắm muối.